
Collet Chuck
Cat:Mga bahagi ng tool ng makina
Kategorya: Mga produktong pantulong na produksyon Pangkalahatang -ideya ng Produkto: Ang kumpanya ay naipasa ang sertipikasyon ng ib...
Higit pa01
Ang pinagmulan ng centerless gilingan
Ang pinagmulan ng centerless gilingan ay maaaring masubaybayan pabalik sa unang bahagi ng ika -20 siglo. Sa oras na iyon, ang mga sasakyan ay mabilis na umunlad, at higit sa 20 mga kumpanya ng sasakyan tulad ng Mercedes-Benz, Ford, at General Motors ay itinatag nang paisa-isa. Ang form ng organisasyon ng paggawa ng sasakyan ay nagpasok ng standardisasyon at paggawa ng linya ng pagpupulong. Ang Centerless Grinder ay ipinanganak sa ilalim ng hinihingi ng industriya ng sasakyan para sa mataas na dami ng produksyon ng mga bahagi ng katumpakan.

Automobile Production Workshop sa unang bahagi ng ika -20 siglo
Noong 1921, tinanggap ng Cincinnati Milling Machine Company ang isang order ng gilingan mula sa Ford Motor Company, gumawa ng sampung centerless grinders para sa oras, at inihatid ang mga ito sa Ford noong Pebrero 17, 1922.

Ang centerless grinder ni Cincinnati ay naihatid sa Ford
Sa kapanganakan ng centerless gilingan, ang dimensional na kawastuhan at pag -ikot ng mga bahagi ay direktang nadagdagan ng isang quarter, at ang oras ng paggawa ay bumaba sa isang ikasampu ng orihinal. Ang teknolohiyang paggiling ng sentripugal na ito ay hindi lamang nagbibigay -daan sa paggawa ng masa, ngunit pinapayagan din ang paggawa ng mga nababago na bahagi.
02
Pag -unlad ng mga center na walang paggiling machine sa ating bansa
Sa aking bansa, nagsimula ang mga centerless grinders, ngunit medyo mabilis na nabuo, at nakaranas ng tatlong pangunahing yugto: ang paggawa ng imitasyon, disenyo ng sarili at modernong disenyo.
1. Imitasyon sa yugto ng paggawa
1954-1960 ang yugto ng imitasyon. Noong 1954, ang Wuxi Machine Tool Factory ay ginagaya ang ordinaryong centerless grinder M2075. Noong 1957, ang malawak na buhangin na sentro ng gilingan ng M1075K ay ginagaya.

Ang Centerless Ginder ng Aking Bansa (Pinagmulan ng Larawan: Wuxi Machine Tool Factory Opisyal na Website)
2. Self-Design Stage-Pag-unlad ng Sarili ng Centerless Grinder ng Aking Bansa M1025
Noong Oktubre 1956, ang Wuxi Machine Tool Factory ay nagsimulang magdisenyo ng M1025 Grinder sa ilalim ng gabay ng mga eksperto sa Sobyet. Sa pamamagitan ng magkasanib na pagsisikap ng mga technician at matandang manggagawa, ang iba't ibang mga paghihirap sa teknikal ay natalo. Noong Marso 1958, natipon ang bagong produkto at naipasa ang pagtasa.
Ito ang gilingan na dinisenyo ng Wuxi Machine Tool Factory, at ito rin ang self-binuo na centerless gilingan sa aking bansa. Ang matagumpay na pag -unlad ng centerless ginder na ito ay naipon ng maraming mahalagang karanasan para sa kasunod na pananaliksik at pag -unlad ng aming walang sentro ng gilingan.
Mula 1961 hanggang 1970, ang Wuxi Machine Tool Factory Special Centerless Grinding Machines para sa pagproseso ng mga balbula ng gas, bola pin, cross shaft, bakal na tubo, motor shafts, atbp ay dinisenyo sa China. Ang mga ito ay minarkahan ang kapanahunan ng mga disenyo ng sarili ng mga sentro ng walang sentro sa ating bansa. Sa panahong ito, ang Wuxi Machine Tool Factory, Xianfeng Machine Tool Factory, Benxi Second Machine Tool Factory, Changchun Machine Tool Factory at iba pang mga tagagawa ay sunud -sunod na gumawa ng isang serye ng mga ordinaryong sentro ng paggiling machine.
3. Modernong yugto ng disenyo
Sa pag -unlad ng agham at teknolohiya, mula noong unang bahagi ng 1980s, ang mga centerless grinders ay pumasok sa modernong yugto ng disenyo. Ang aking bansa ay hindi lamang nakabuo ng isang bagong henerasyon ng mga high-precision grinders at high-speed centerless grinders, ngunit inilapat din ang modular na disenyo, static at dynamic na may hangganan na disenyo ng elemento, disenyo na tinutulungan ng computer at disenyo ng pag-optimize sa disenyo ng mga sentro ng gilingan.
03
Ang prinsipyo ng pagtatrabaho at pamamaraan ng walang sentro ng gilingan. Tulad ng iminumungkahi ng pangalan, ang centerless grinder ay isang uri ng gilingan na hindi kailangang salansan ang gitna ng workpiece upang gumiling. Ito ay pangunahing binubuo ng tatlong mga mekanismo: paggiling paggiling gulong, gabay na gulong (pagsasaayos ng gulong) at workpiece bracket (papag). Ang pag -andar ng paggiling gulong ay alisin ang ibabaw mula sa paggiling at makabuo ng nais na antas ng ilaw; Ang pag -andar ng gabay na gulong ay upang makontrol ang bilis ng pag -ikot ng paggiling; Ang workpiece bracket ay ginagamit upang suportahan ang paggiling sa panahon ng paggiling.
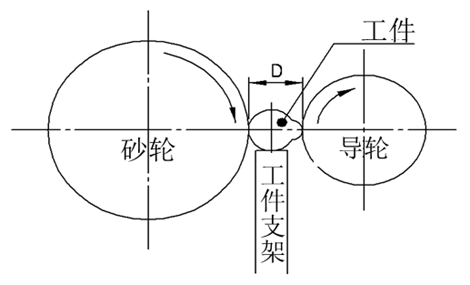
Ayon sa paraan ng feed ng workpiece, mayroong tatlong mga pamamaraan ng paggiling ng walang sentro:
Paraan ng pagpapakain ng cross-direksyon: Angkop para sa paggiling ng multi-diameter o mga espesyal na hugis na workpieces. Sa pamamagitan ng paraan ng pagpapakain: mayroon itong mataas na kahusayan sa produksyon para sa paggiling mga roller ng karayom, cylindrical roller, at mga tapered roller. Paraan ng pagpapakain ng Tangential: Kakayahang gumiling ng isang espesyal na hugis na workpiece, tulad ng isang spherical roller.
04
Mga kalamangan at kawalan ng centerless grinding at cylindrical na paggiling
Alam namin na sa lahat ng mga gilingan, ang mga cylindrical grinders ay ang malawak na ginagamit na mga tool sa makina, at maaaring maproseso ang iba't ibang mga cylindrical conical na panlabas na ibabaw at mga giling sa dulo ng balikat. Kaya kapag nagpoproseso ng isang workpiece, dapat ba nating piliin ang walang sentro na paggiling o cylindrical na paggiling? Nangangailangan ito ng pag -unawa sa kanilang mga katangian at pakinabang at kawalan.
Ipinakilala lamang namin ang prinsipyo ng pagtatrabaho ng centerless grinder, at ang mga sumusunod ay ang mga katangian nito.
1. Patuloy na pagproseso, hindi na kailangang bawiin ang tool, maikling oras para sa mga clamping workpieces, at mataas na produktibo.
2. Ang mekanismo ng pagpoposisyon ng bracket at gabay ng gabay ay may mas mahusay na katigasan ng suporta kaysa sa mga ordinaryong cylindrical grinders at ang mekanismo ng gitnang frame, at maaaring maging mas malaki sa pagputol ng dami, na naaayon sa pagproseso ng mga payat na shaft workpieces, na ginagawang madali upang makamit ang mataas na bilis ng paggiling at malakas na paggiling.
3. Ang workpiece ng centerless panlabas na cylindrical gilingan ay nakaposisyon sa mekanismo ng pagpoposisyon ng panlabas na cylindrical gilingan. Ang halaga ng paggiling ay ang allowance sa diameter ng workpiece. Samakatuwid, ang pagsusuot ng paggiling gulong, ang kabayaran ng mekanismo ng feed at ang paulit -ulit na error na kawastuhan ng pagputol ng mekanismo ng pagputol sa diameter at dimensional na kawastuhan ng bahagi ay kalahati lamang ng ordinaryong panlabas na cylindrical grinder. Hindi na kailangang mag -drill ng isang gitnang butas, at madaling makamit ang awtomatikong pag -load at pag -load.
4. Ang malawak na paggiling ng gulong na walang sentro ng gilingan ay dumadaan sa mekanismo, na maaaring dagdagan ang allowance ng pagproseso sa bawat oras. Kapag ang pagputol sa paggiling, ang mga kumplikadong ibabaw ay maaaring mag -giling sa pagkakasunud -sunod o maramihang mga gulong ng paggiling, na may mataas na produktibo at isang malawak na hanay ng aplikasyon.

Kumpara sa walang sentro na panlabas na cylindrical grinders, ang mga sumusunod na katangian ay:
1. Sa mga tuntunin ng kahusayan ng paggiling, ang cylindrical na paggiling ay mas masahol kaysa sa walang paggiling sa sentro, kaya medyo mataas ang gastos sa paggawa.
2. Gayunpaman, kung ihahambing sa sentripugal na paggiling, ang mga pakinabang ng panlabas na cylindrical na paggiling ay halata din.Ang cylindrical error na nabuo sa panahon ng pagproseso ng lathe sa harap ng roller core ay maaaring maitama; Pangalawa, ang hakbang na baras ay maaaring gumiling; Kung ito ay isang CNC panlabas na cylindrical gilingan, maaari rin itong maging ground sa medium at mataas o arko na ibabaw.
3. Sa mga tuntunin ng pangkalahatang katumpakan ng cylindrical, ang cylindrical na paggiling ay karaniwang mas mahusay kaysa sa paggiling ng sentripugal.
05
Centerless Grinder Processing Locomotive Diesel Engine Valve Rod
Matapos ipakilala ang mga pakinabang at kawalan ng sentro ng paggiling at paggiling ng cylindrical, tingnan natin ang isang praktikal na kaso ng aplikasyon.

Locomotive Diesel Engine Valve
Ang mga balbula ay isang mahalagang bahagi ng pagpapatakbo ng mga makina ng diesel. Noong 1970s at kalagitnaan ng 1980s, pinagtibay ng kumpanya ang tradisyunal na proseso ng paggiling ng cylindrical (parehong paraan ng pagpoposisyon sa pagtatapos), ngunit dahil ang ratio ng haba ng rod-to-diameter ratio ay mas malaki kaysa sa 10 (tingnan ang figure sa ibaba).
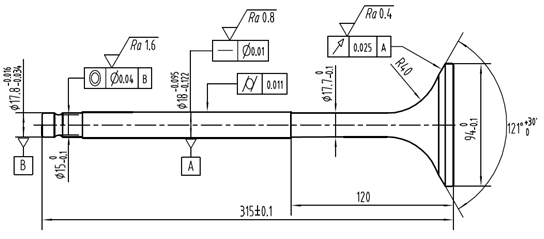
DF11 Locomotive Diesel Engine Valve
Ang tradisyunal na paraan ng paggiling ng cylindrical ay lubos na binabawasan ang katigasan ng sistema ng proseso ng paggiling. Kasabay nito, sa pangkalahatan ay hindi pantay sa laki ng baras ng balbula pagkatapos ng paggiling, lalo na ang mga problema ng mga depekto sa drumming sa baras at mababang kahusayan sa pagproseso ay hindi maayos na nalutas.
Noong kalagitnaan ng huli noong 1980s, ipinakilala ng kumpanya ang mga Japanese center na walang paggiling machine. Ang pangkalahatang ruta ng teknolohiya sa pagproseso ng balbula ay muling idisenyo sa paligid ng baras sa pamamagitan ng pamamaraan ng paggiling ng center (paggupit ng paraan ng paggiling). Sa kasunod na proseso ng pagproseso, ang bentahe ng walang sentro na proseso ng paggiling ng baras ng balbula ay malinaw na naipakita, higit sa lahat na ipinakita sa: mahusay na dimensional na pagkakapare -pareho ng pagpapaubaya (sa loob ng 0.02mm), ang mabuting pagkakapareho sa ibabaw (ang anumang pagkamagaspang sa ibabaw ng bahagi ng baras ay nasa loob ng RA0.35), at ang sentro ng paggiling ay maaaring makamit ang mataas na hugis at mga kinakailangan sa pagpapaubaya sa posisyon.
Nalaman ng kumpanya mula sa mga dekada ng karanasan sa mga balbula sa pagmamanupaktura ng masa na ang bahagi ng balbula ng balbula ay nagpatibay ng center na walang paggiling ay ang mahusay at maginhawang paraan ng pagproseso ng batch. Sa patuloy na pag -unlad ng merkado ng produkto ng Valve, ang dalawang linya ng produksiyon ng balbula ng kumpanya ay kasalukuyang may maraming mga center na walang paggiling machine (Microsa, Japan, at Guangyang, Japan) para sa walang sentro na paggiling balbula na bahagi ng baras. Ang mga pagtutukoy sa pagproseso ng kagamitan ay maaaring magsagawa ng iba't ibang uri ng medium-speed diesel engine marine valves, at maaaring makatulong sa mga customer sa pananaliksik at pag-unlad ng mga mataas na gastos na diesel engine valves.

centerless grinder
06
Buod
Ang centerless grinding ay isang high-production-effective na pamamaraan ng machining ng katumpakan sa kasalukuyang mga pamamaraan sa pagproseso ng mekanikal. Ang pamamaraang ito ng paggiling ay maaaring paganahin ang workpiece upang makakuha ng mahusay na kalidad ng pagproseso ng ibabaw, mataas na kawastuhan sa pagproseso at mataas na kahusayan sa pagproseso. Malawakang ginagamit ito sa pagproseso ng mga pin, slender rod at mga tubo na may mahabang diametro, at malawakang ginagamit sa larangan ng paggawa ng paggawa.
Sa mga nagdaang taon, ang mga pabrika ng tool ng machine ng aking bansa na gumagawa ng mga center na walang gilingan ay nagpatuloy sa pag -unlad ng mga oras at nagsikap upang mapagbuti ang pagganap ng mga center na gilingan. Bagaman mayroon pa ring isang tiyak na agwat na may mga dayuhang advanced center na walang gilingan sa aplikasyon ng mga bagong materyales at ang pananaliksik at pag-unlad ng mga bagong teknolohiya, ang mga tagagawa ng sentro ng aking bansa ay nahaharap sa mga paghihirap at nagsusumikap na pagtagumpayan ang mga teknikal na paghihirap, na humantong sa sentro ng teknolohiya ng gilingan ng aking bansa patungo sa high-speed, high-precision, mataas na kahusayan, proteksyon sa kapaligiran at katalinuhan.

Kategorya: Mga produktong pantulong na produksyon Pangkalahatang -ideya ng Produkto: Ang kumpanya ay naipasa ang sertipikasyon ng ib...
Higit pa
Kategorya: Espesyal na Valve CNC Ginder Pangkalahatang -ideya ng Produkto: Ang kumpanya ay naipasa ang sertipikasyon ng iba't i...
Higit pa
Kategorya: Espesyal na Valve CNC Ginder Pangkalahatang -ideya ng Produkto: Ang kumpanya ay naipasa ang sertipikasyon ng iba't i...
Higit pa
Kategorya: Espesyal na Valve CNC Ginder Pangkalahatang -ideya ng Produkto: Ang kumpanya ay naipasa ang sertipikasyon ng iba't i...
Higit pa
Kategorya: Espesyal na Valve CNC Ginder Pangkalahatang -ideya ng Produkto: Ang kumpanya ay naipasa ang sertipikasyon ng iba't i...
Higit pa
Category: Machining equipment Pangkalahatang -ideya ng Produkto: Ang kumpanya ay naipasa ang sertipikasyon ng iba't ibang mga s...
Higit pa
Kategorya: Mga produktong pantulong na produksyon Pangkalahatang -ideya ng Produkto: Ang kumpanya ay naipasa ang sertipikasyon ng ib...
Higit pa
Kategorya: Mga produktong pantulong na produksyon Pangkalahatang -ideya ng Produkto: Ang kumpanya ay naipasa ang sertipikasyon ng ib...
Higit pa
Kategorya: Mga produktong pantulong na produksyon Pangkalahatang -ideya ng Produkto: Ang kumpanya ay naipasa ang sertipikasyon ng ib...
Higit pa
Kategorya: Mga produktong pantulong na produksyon Pangkalahatang -ideya ng Produkto: Ang kumpanya ay naipasa ang sertipikasyon ng ib...
Higit pa


