
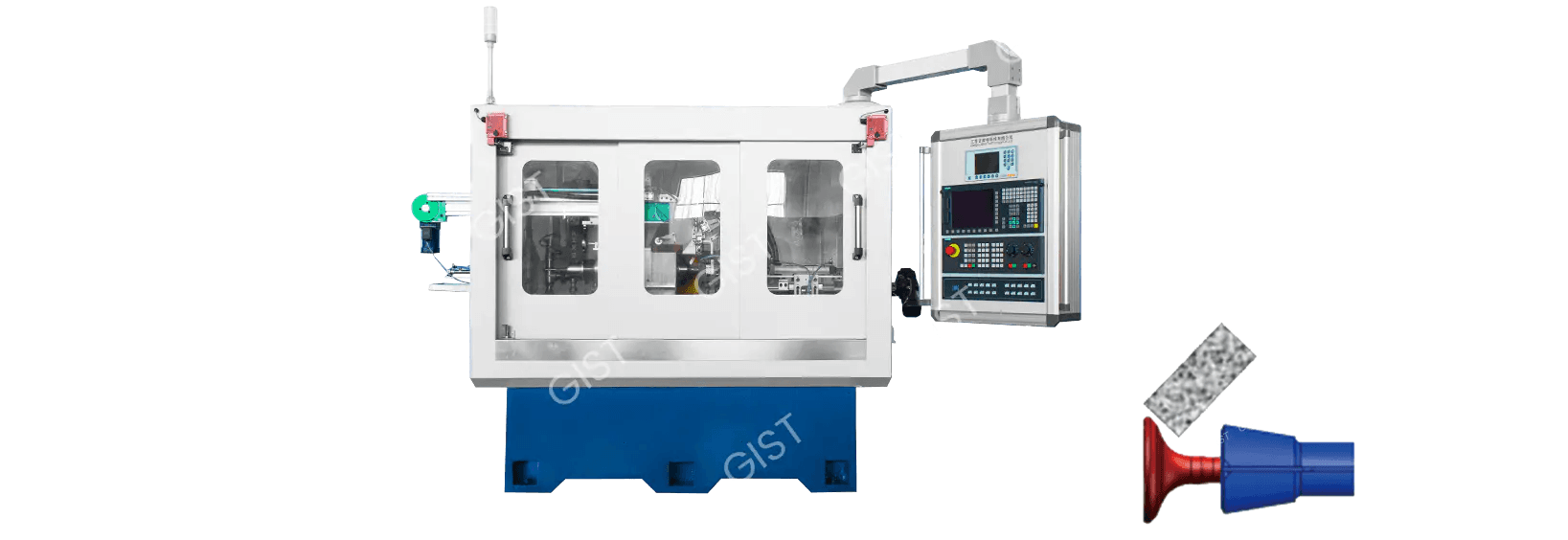
Centerless Grinding Machine Alloy Guide Plate
Cat:Mga bahagi ng tool ng makina
Kategorya: Mga produktong pantulong na produksyon Pangkalahatang -ideya ng Produkto: Ang kumpanya ay naipasa ang sertipikasyon ng ib...
Higit paAng paglitaw ng vitrified bonded cubic boron nitride (CBN) na paggiling gulong ay nagbigay ng solusyon para sa paggiling ng high-precision. Ang CBN (cubic boron nitride) ay ang pangalawang-matigas na materyal pagkatapos ng brilyante, at ang vitrified bond ay nagbibigay ng higit na mahusay na paglaban ng init at istruktura na katatagan sa paggiling gulong. Kumpara sa tradisyonal na mga gulong ng paggiling, ang mga pangunahing bentahe ng vitrified CBN na paggiling ng gulong ay kasama ang:
Labis na Buhay: Ang paglaban sa pagsusuot ay higit sa 100 beses na mas malaki kaysa sa mga gulong ng paggiling ng corundum, na makabuluhang binabawasan ang mga pagbabago sa tool at mga oras ng pagbibihis.
Mataas na katatagan ng thermal: Mga temperatura ng pag -iwas na lumampas sa 1400 ° C, na pumipigil sa pagpapapangit ng thermal ng workpiece.
Mataas na Pagpapanatili ng Katumpakan: Ang mababang abrasive na pagkawala ng butil ay nagsisiguro ng pangmatagalang, matatag na katumpakan ng machining.
Mataas na kahusayan ng paggiling: pinatataas ang rate ng pag-alis ng metal sa pamamagitan ng 30% hanggang 50%, makabuluhang pagpapabuti ng kahusayan sa produksyon.
Ang mga vitrified na mga gulong ng paggiling ng CBN ay mga tool na paggiling ng mataas na pagganap na ginawa mula sa isang composite ng cubic boron nitride (CBN) na nakasasakit at isang vitrified binder. Ang natatanging kumbinasyon ng materyal na ito ay nagbibigay sa kanila ng pambihirang pagganap ng machining.
Mga katangian ng CBN abrasives
Ang cubic boron nitride (CBN) ay isang synthetic superhard material na may istraktura ng kristal na katulad ng brilyante, na binubuo ng covalently bonded boron at nitrogen atoms. Ang CBN ABRASIVES ay may mga sumusunod na natitirang katangian:
(1) Labis na katigasan at paglaban sa pagsusuot
Ang microhardness ay maaaring umabot sa 4500hv, pangalawa lamang sa brilyante (10000hv) at higit sa dalawang beses sa corundum (2000hv)
Ang paglaban sa pagsusuot ay higit sa 100 beses na ng mga ordinaryong abrasives ng corundum, na ginagawang partikular na angkop para sa pagproseso ng mga materyales na may mataas na kahirapan
(2) Napakahusay na katatagan ng thermal
Mataas na temperatura ng paglaban hanggang sa 1400 ° C (ang brilyante ay nagsisimula sa pag -oxidize sa 800 ° C)
Nagpapanatili ng paggupit ng pagganap sa mataas na temperatura at hindi gumanti sa mga metal na batay sa bakal
(3) Magandang kemikal na pagkawalang -galaw
Hindi reaksyon ng kemikal sa mga metal tulad ng bakal, nikel, at kobalt
Partikular na angkop para sa pagproseso ng mga ferrous metal tulad ng matigas na bakal at high-speed steel
Mga Katangian ng Vitrified Bond
Ang vitrified bond ay isang pangunahing kadahilanan sa pagtukoy ng pagganap ng mga gulong ng paggiling. Ang mga pangunahing tampok nito ay kinabibilangan ng:
(1) Mataas na paglaban sa init
Ang temperatura ng pag -aalsa ay maaaring umabot sa itaas ng 1200 ° C.
Nagpapanatili ng matatag na mga katangian ng mekanikal sa loob ng saklaw ng temperatura ng pagtatrabaho
(2) Napakahusay na katigasan
Ang nababanat na modulus ay umabot sa itaas ng 100GPa
Maliit na pagpapapangit sa panahon ng paggiling, na naaayon sa pagpapanatili ng kawastuhan sa pagproseso
(3) Nakokontrol na porosity
Ang porosity ng 5% -40% ay maaaring makamit sa pamamagitan ng pagsasaayos ng formula
Tumutulong ang Porosity sa pag -alis ng chip at paglamig, na pumipigil sa mga pagkasunog ng workpiece
(4) Magandang pag-aalaga sa sarili
Ang mga nakasasakit na butil ay maaaring mahulog sa oras pagkatapos ng passivation, na nagbubunyag ng isang bagong matalim na gilid
Nagpapanatili ng tuluy -tuloy at matatag na paggiling pagganap
Natatanging istraktura ng ceramic CBN paggiling gulong
Karaniwang ceramic CBN paggiling gulong ay nagpatibay ng isang disenyo ng istraktura ng multi-layer:
(1) nakasasakit na layer
Ang konsentrasyon ng CBN ay karaniwang 75% -150% (dami ng dami)
Saklaw ng laki ng laki: magaspang na paggiling #80- #120, pinong paggiling #400- #2000
(2) layer ng paglipat
Tinitiyak ang isang matatag na bono sa pagitan ng nakasasakit na layer at ang substrate
Ang kapal ay karaniwang 1-2mm
(3) Matrix Material
Aluminyo haluang metal: Magaan, angkop para sa high-speed na paggiling
Steel Matrix: Mataas na katigasan, na ginagamit para sa paggiling ng mabibigat na pag-load
Mga bentahe ng ceramic bond
Ang ceramic bond ay isang hindi organikong materyal na binubuo ng phase phase at crystalline phase. Ang mga pakinabang nito ay kasama ang:
Mataas na katigasan: mas lumalaban sa pagpapapangit kaysa sa dagta o metal na bono, na angkop para sa paggiling ng mataas na katumpakan
Mataas na temperatura na pagtutol: Nagpapanatili ng katatagan kahit na sa panahon ng mataas na bilis ng paggiling (higit sa 120 m/s).
Napakahusay na self-sharpening: Pagkatapos ng pag-blunting, ang mga nakasasakit na butil ay bumagsak, na inilalantad ang sariwang patulis na gilid at pagpapanatili ng pagiging matalas.
Paghahambing sa tradisyonal na paggiling gulong (corundum, brilyante, atbp.)
Paghahambing sa pagganap
Kung ikukumpara sa tradisyonal na paggiling gulong, ang mga ceramic na mga gulong ng paggiling ng CBN ay nag -aalok ng mga makabuluhang pakinabang:
| Mga pagtutukoy sa pagganap | Corundum paggiling gulong | Resin-resin CBN paggiling gulong | Vitrified CBN paggiling gulong |
| Maximum na temperatura ng operating | 800 ° C. | 300 ° C. | 1400 ° C. |
| Paggiling ratio (g-halaga) | 10-50 | 200-500 | 500-2000 |
| Pinakamataas na bilis ng linear | 80m/s | 100m/s | 160m/s |
| Dimensional na katatagan | Makatarungan | Mabuti | Mahusay |
| Dalas ng pagbibihis | Mataas | Katamtaman | Mababa |
Ang pagpili ng gulong ng gulong at pagtutugma
Piliin ang naaangkop na konsentrasyon ng CBN batay sa materyal na workpiece (100% -150% ay inirerekomenda para sa matigas na bakal)
Mga prinsipyo ng pagpili ng laki ng grit:
Magaspang na paggiling: #80- #120
Semi-Fine Grinding: #150- #240
Fine Grinding: #400 pataas
Pagpili ng Uri ng Binder (Glass Phase/Microcrystalline Ceramic)
Mga pagtutukoy sa pag -install
Gumamit ng isang dedikadong flange upang matiyak na pantay na ipinamamahagi na puwersa ng clamping
Kinakailangan ang Dynamic Balancing Pagkatapos ng Pag -install (Residual Unbalance ≤ 0.4g · mm/kg)
Magsagawa ng isang idle run test bago paunang paggamit (3 0 minuto, pagkatapos ay unti -unting taasan ang bilis sa bilis ng operating)
Ang mga setting ng parameter ng mga pangunahing puntos
Linear na kontrol ng bilis:
Bakal: 80-120 m/s
Carbide: 60-100 m/s
Pagpili ng rate ng feed:
Magaspang na paggiling: 0.01-0.03 mm/stroke
Fine Grinding: 0.002-0.01 mm/stroke
Mga oras ng pag-clear ng spark: Magsagawa ng hindi bababa sa tatlong spark-free na paggiling sa panahon ng pinong paggiling phase.
Pamamahala ng Coolant
Ang dalubhasang paggiling fluid (pH 8.5-9.5) ay dapat gamitin.
Kinakailangan ng Rate ng Daloy: ≥ 2 L/min bawat mm ng lapad ng paggiling ng gulong.
Kawastuhan ng filter ≤ 25 μm. Regular na suriin ang konsentrasyon (inirerekumenda 4 -6%)
Paggiling ng mga pagtutukoy ng pagbibihis ng gulong
Pagpili ng tool sa pagbibihis:
Magaspang na Dressing: Single-point Diamond Pen
Fine Dressing: Diamond Roller
Mga parameter ng pagbibihis:
Dressing Feed: 0.002-0.01mm/stroke
Ratio ng bilis ng dressing: 0.6 hanggang 0.8 (paggiling gulong sa roler linear speed ratio)
Magsuot ng pagsubaybay
Regular na suriin ang kondisyon ng paggiling gulong sa ibabaw (bawat 8 oras)
Magtatag ng isang sistema ng paggiling/lakas ng pagsubaybay sa kuryente at itakda ang mga threshold ng alarma
Itala ang data ng buhay ng paggiling ng gulong (average na bilang ng mga bahagi na naproseso bawat agwat ng dressing)
Mga panukalang proteksiyon
Ang isang proteksiyon na takip ay dapat na mai -install (pagbubukas anggulo ≤ 180 °)
Ang mga operator ay dapat magsuot ng mga proteksiyon na mask (upang maprotektahan laban sa alikabok ng CBN).
Ang isang magnetic separator ay dapat na mai -install sa lugar ng trabaho upang mangolekta ng mga metal chips.
Hindi normal na paghawak
Vibration labis na pamamaraan ng paghawak:
Agad na itigil ang makina.
Suriin ang spindle radial runout (dapat na ≤0.005mm).
Rebalance.
Tugon sa burn ng workpiece:
Suriin ang anggulo ng coolant spray.
Bawasan ang rate ng feed ng 20%-30%.
Pamamahala sa temperatura at kahalumigmigan
Panatilihin ang isang temperatura ng workshop na 20 ± 2 ° C.
Kamag-anak na kahalumigmigan na 45%-65%.
Ang mga silid ng paggiling ng katumpakan ay dapat mapanatili sa isang palaging temperatura.
Mga Panukala sa Pag -iwas sa Vibration:
I-install ang kagamitan sa isang pundasyong lumalaban sa panginginig ng boses (amplitude ≤2μm).
Iwasan ang paghahanap ng kagamitan sa parehong lugar tulad ng mga kagamitan sa panlililak.
Phenomenon: anggulo ng workpiece cone sa labas ng pagpapaubaya (> ± 0.005 °)
Posibleng mga sanhi:
Pagkawala ng tool ng geometriko na katumpakan (mga gabay/spindle)
Maling setting ng anggulo ng paggiling ng gulong
Hindi sapat na workpiece/kabit na rigidity na nagdudulot ng pagpapapangit
Mga Solusyon:
Gumamit ng isang laser interferometer upang suriin ang katumpakan ng geometric na katumpakan (na nakatuon sa z-axis at x-axis patayo)
Recalibrate ang anggulo ng giling ng gulong ng gulong (gamit ang isang karaniwang gauge ng anggulo ay inirerekomenda)
Magdagdag ng karagdagang mga puntos ng suporta sa workpiece at lumipat sa isang hydraulic clamp (kontrolin ang clamping force sa 3-5 MPa)
Phenomenon: Roundness> 2μm
Posibleng mga sanhi:
Mahina paggiling gulong dynamic na balanse
Pagsusuot ng Spindle Bearing (Radial Runout> 0.003mm)
Labis na mga parameter ng paggiling
Solusyon:
REBALICE Ang paggiling gulong (halaga ng target: g1.0)
Suriin ang spindle radial runout at palitan ang mga bearing kung kinakailangan (inirerekomenda ang mga ceramic bearings)
Ayusin ang mga parameter:
Bawasan ang linear na bilis ng 10%-15%
Bawasan ang rate ng feed sa 50% ng orihinal na halaga
Phenomenon: Regular na mga pattern ng rippling (haba ng haba ng haba ng haba
Posibleng mga sanhi:
Paggiling ng Wheel-Workpiece System Vibration
Maluwag na Machine Foundation
Paggiling resonance
Solusyon:
Suriin at palakasin ang pundasyon (ang halaga ng panginginig ng boses ay dapat na ≤ 2μm/s)
Ayusin ang bilis ng pag -ikot upang maiwasan ang resonance zone (tinutukoy ng pagsusuri ng spectrum ng FFT)
Gumamit ng isang hindi pantay na spaced grinding wheel (tulad ng isang uri ng spiral groove)
Sintomas: pagkawalan ng kulay ng ibabaw ng workpiece (oksihenasyon)
Posibleng mga sanhi:
Hindi sapat na paglamig (hindi sapat na daloy/presyon)
Clogged grinding wheel pores
Labis na rate ng feed
Solusyon:
I -optimize ang sistema ng paglamig:
Dagdagan ang rate ng daloy sa 15 l/min · mm (lapad ng gulong ng gulong)
Gumamit ng isang dalawahang disenyo ng nozzle (isa sa itaas at isa sa ilalim, anggulo sa 15 °)
Linisin ang paggiling ng gulong ng gulong na may isang high-pressure air gun (0.6 MPa na naka-compress na hangin)
Bawasan ang rate ng feed ng 30% at dagdagan ang bilang ng mga buli na siklo (≥3)
Sintomas: Ang paggiling ng buhay ng gulong ay nabawasan ng higit sa 50%
Posibleng mga sanhi:
Hindi wastong nakasasakit na konsentrasyon
Ang mga pagbabago sa materyal na workpiece (hal., Na naglalaman ng mga hard phase)
Maling mga parameter ng dressing
Solusyon:
Ayusin ang konsentrasyon ng CBN:
Quenched Steel: 100%-125%
Carbide: 75%-100%
Baguhin ang mga parameter ng dressing:
Bawasan ang rate ng feed ng dressing sa 0.001 mm/stroke
Ayusin ang ratio ng bilis ng dressing sa 0.4
Phenomenon: Ang "Bald Spots" ay lumilitaw sa paggiling ng gulong
Posibleng mga sanhi:
Hindi sapat na lakas ng bono
Labis na pag -load ng epekto
Coolant corrosion
Solusyon:
Gumamit ng mataas na lakas na microcrystalline ceramic bond
I -optimize ang paraan ng pagputol (gumamit ng sloped cutting, anggulo <5 °)
Baguhin ang uri ng coolant (Iwasan ang mga additives na naglalaman ng asupre)
Phenomenon: 30% pagbaba sa rate ng pag -alis ng metal
Posibleng mga sanhi:
Ang paggiling ng gulong ng gulong
Hindi sapat na lakas ng paggiling
Mga parameter ng proseso ng konserbatibo
Solusyon:
Ipatupad ang pagsubaybay sa kondisyon:
Itakda ang Power Threshold (85% ng Rated Power Alarm)
Gumamit ng sensor ng paglabas ng acoustic upang masubaybayan ang kondisyon ng paggiling gulong
Phenomenon: Dimensional na pagkakaiba -iba ng mga batch> 0.005mm
Posibleng mga sanhi:
Naipon na thermal deform
Error sa pagsukat ng sistema
Hindi kumpletong paggiling wheel wear
Solusyon:
Ipatupad ang kabayaran sa temperatura:
Oras ng pag-init ng makina ≥ 2 oras
Mag -install ng isang nakapaligid na sistema ng kontrol sa temperatura (20 ± 1 ° C)
Magtatag ng isang awtomatikong mekanismo ng kabayaran:
Trigger online pagsukat bawat 10 bahagi
Awtomatikong iwasto ang Z-axis coordinate sa pamamagitan ng PLC
Mga hakbang sa emerhensiya:
Agad na pindutin ang pindutan ng Emergency Stop
Suriin ang integridad ng takip ng proteksyon
Mga Sanhi ng Pagsisiyasat:
Overspeed (suriin ang maximum na bilis ng label)
Labis na pag -install ng stress (metalikang kuwintas ang flange bolts ayon sa manu -manong)
Mga hakbang sa emerhensiya:
Suriin ang clamp hydraulic pressure pagkatapos ng pag-shutdown (karaniwang 3-5 MPa)
Gumamit ng isang pangalawang solusyon sa pagpoposisyon (mechanical na pagpoposisyon ng pneumatic clamping)
Magdagdag ng visual inspeksyon sa mga pangunahing proseso (upang kumpirmahin ang wastong clamping)
Magtatag ng isang log ng pagsubaybay:
Itala ang curve ng lakas ng paggiling pagkatapos ng bawat pagbibihis
Subaybayan ang Mga Trending Wheel Life Trends (Pamamahala ng Chart Chart)
Pamamahala ng mga ekstrang bahagi:
Panatilihin ang Emergency Grinding Wheel Dressing Tools (Diamond Rollers)
Spindle bearing ekstrang bahagi (inirerekumendang mandatory kapalit pagkatapos ng 8,000 oras)
Ang mga ceramic CBN wheel precision cone grinders ay mga high-end na kagamitan na partikular na idinisenyo para sa machining na mga high-precision conical na bahagi. Ang kanilang mga pangunahing pag -andar ay ang mga sumusunod:
Pagkamit ng katumpakan ng micron-level machining (bilog ≤ 1μm, tolerance ng anggulo ng cone ± 0.003 °).
Maaaring magproseso ng iba't ibang mga istrukturang conical:
Mga cones ng Automotive Transmission Synchronizer
Aircraft engine mortise at tenon groove cones
Katumpakan na nagdadala ng mga raceway cones
Tool Edge Relief Cones
Dinisenyo para sa mga materyales na may mataas na hardness:
Hardened Steel (HRC60)
High-Temperature Alloys (Inconel 718, atbp.)
Carbide (YG8, atbp.)
Malutas ang mga problema ng tradisyonal na paggiling gulong na "hindi gumiling" at madaling kapitan ng pagkasunog
Pinagsamang proseso ng pag-grinding
Kumpletuhin ang multi-feature machining sa isang solong pag-setup ng clamping:
Cone cylindrical na ibabaw
End face chamfer
Profiling ibabaw ng uka
| Paghahambing item | Corundum paggiling gulong | Vitrified CBN paggiling gulong |
| Buhay ng Damit | 50 piraso | 2,000 piraso |
| Kabuuang buhay ng serbisyo | 200 piraso | 50,000 piraso |
| Dalas ng pagbibihis | Dalawang beses bawat shift | Isang beses bawat linggo |
Ang pagkamagaspang sa ibabaw ay umabot sa 0.1μm (pagtatapos ng salamin)
Walang lalim ng burn layer <2μm (maginoo na paggiling gulong> 10μm)
Residual stress na kinokontrol sa loob -200MPA (compressive stress state)
Makabuluhang pinabuting rate ng pag -alis ng metal:
Quenched Steel: 2.5mm³/mm · s (maginoo na proseso 0.8mm³/mm · s)
Carbide: 1.2mm³/mm · s (maginoo na proseso 0.3mm³/mm · s)
Gupitin ang oras ng pag-ikot na nabawasan ng 40%-60%
Paghahambing sa Pagkonsumo ng Enerhiya:
Maginoo na gilingan: 25kW · H/100 piraso
CBN Ginder: 8kW · H/100 piraso
Pagbabawas ng basura:
Ang paggiling chips ay nabawasan ng 80%
Ang pagkonsumo ng coolant ay nabawasan ng 50%
Nilagyan ng isang online na pagsukat ng system (uri ng laser/contact)
Function ng Adaptive Compensation:
Awtomatikong itinutuwid ang paggiling ng gulong
Real-time na kabayaran para sa thermal deformation
Hinuhulaan ng Digital Twin System ang mga resulta ng machining
Teknolohiya ng Nano-Ceramic Bond:
Ang lakas ng flexural ay nadagdagan sa 180 MPa
Ang paglaban sa init ay nadagdagan ng 30%
Multi-layer composite grinding wheel:
Base Layer: High-Toughness Matrix
Layer ng Paglilipat: Materyal ng Gradient
Working Layer: CBN Microcrystal Aggregates
Teknolohiya ng Paggiling ng Cryogen:
Temperatura ng workpiece <150 ° C (maginoo na proseso> 400 ° C) nakamit sa pamamagitan ng paglamig ng high-pressure jet
Teknolohiya ng pagsugpo sa panginginig ng boses:
Ang aktibong sistema ng damping ay kumokontrol sa malawak na panginginig ng boses sa loob ng 0.5 μm
Limang-axis na pag-uugnay sa pag-uugnay:
Pinakamataas na bilang ng mga axes: x/y/z/axis/center
Ang pagpoposisyon ng kawastuhan: 5μm 5μm/300mm
Modular na disenyo:
Mabilis na Pagpapalit ng Yunit ng Wheel Wheel (<10 minuto)
Opsyonal na mga module ng pag -andar/paggiling
Paghahatid ng Synchronizer Cone Machining:
Ang katumpakan ng machining ay napabuti sa DIN 5
Ang gastos sa yunit ay nabawasan ng 35%
Bagong Enerhiya ng Motor Motor Shaft Cone Machining:
Makamit ang isang 0.005mm fit tolerance
Tanggalin ang problema sa ingay na nauugnay sa tradisyonal na pagpupulong
Engine Blade Mortise at Tenon Machining:
Ang nakakapagod na buhay ay nadagdagan ng 3 beses
Ang machining cycle ay nabawasan mula sa 8 oras hanggang 2.5 oras
Landing Gear Bearing Cone Machining:
Ang integridad ng ibabaw ay nakakatugon sa mga pamantayan ng AMS2420
Ang rate ng scrap ay nabawasan mula sa 15% hanggang 0.5%
Carbide Drill Back Angle Machining:
Pagputol ng serration ng gilid <3μm
Ang buhay ng tool ay nadagdagan ng 50%
Ang mga cutter na may mataas na precision na may tapered shanks:
Lugar ng contact> 90%
Pag -uulit ng pag -uulit 1μm
Mga Matalinong Pag -upgrade:
Pinagsamang sistema ng pag -optimize ng proseso ng AI
Pag-unlad ng isang self-learning grinding wheel kondisyon na hula ng hula
Green Manufacturing:
Mga breakthrough ng teknolohiya ng dry grinding
Pag -unlad ng mga nakasisirang materyales ng binder
Ultra-precision machining:
Pagkamit ng nanoscale na pagkamagaspang sa ibabaw (ra <0.05μm)
Pagbuo ng mga proseso ng pag-alis ng atomic-level
Ang hindi normal na kawastuhan ng machining ay pangunahing nagpapakita ng labis na anggulo ng kono at hindi magandang pag -ikot. Ang labis na anggulo ng kono ay karaniwang tumutukoy sa isang paglihis ng higit sa ± 0.01 ° sa pagitan ng aktwal na machined na anggulo ng kono at ang kinakailangan ng disenyo, habang ang hindi magandang pag -ikot ay nagpapahiwatig ng isang paglihis ng higit sa 2μm mula sa makina na pabilog na seksyon ng cross.
Para sa labis na anggulo ng kono, ang geometric na katumpakan ng tool ng makina ay dapat munang mai -calibrate. Inirerekomenda na gumamit ng isang laser interferometer upang suriin ang patayo ng bawat axis ng makina, lalo na ang patayo sa pagitan ng mga x at z axes. Ang pagsubok na ito ay dapat isagawa pagkatapos ng temperatura ng operating ng makina ay nagpapatatag, karaniwang nangangailangan ng isang pag-init ng oras na 1-2 oras. Kung napansin ang paglihis ng patayo, dapat itong itama ayon sa mga tagubilin ng tagagawa ng tool ng makina. Ito ay karaniwang nakamit sa pamamagitan ng pag-aayos ng gabay sa riles ng slat clearance sa loob ng 0.005-0.01mm.
Ang paggiling ng gulong ng gulong ay isang makabuluhang kadahilanan na nakakaapekto sa kawastuhan ng anggulo ng taper. Inirerekomenda ang Diamond Roller Dressing, na may rate ng feed ng dressing na 0.002-0.005mm. Pagkatapos magbihis, hindi bababa sa tatlong mga spark-free polishing cycle ay kinakailangan upang matiyak ang pagkakapareho at pagiging matalas ng nakasasakit na butil sa paggiling ng gulong. Para sa high-precision taper machining, inirerekomenda na subukan ang giling ng isa o dalawang mga workpieces bago ang pangwakas na machining. Pagkatapos lamang ng kasiya -siyang pagsukat ay nakuha ay maaaring magsimula ang paggawa ng masa.
Ang mahinang pag -ikot ay madalas na malapit na nauugnay sa kondisyon ng machine tool spindle. Una, suriin ang spindle radial runout, na hindi dapat lumampas sa 0.003mm gamit ang isang tagapagpahiwatig ng dial. Kung ang halagang ito ay lumampas, maaaring mapalitan ang mga spindle bearings. Bukod dito, ang paggiling gulong ay dapat na pabago -bagong balanse sa mga pamantayan ng G1.0, na may hindi balanse na kinokontrol sa loob ng 0.4G · mm/kg. Para sa mataas na bilis ng paggiling (mga linear na bilis na lumampas sa 80m/s), inirerekomenda ang isang online dynamic na sistema ng pagbabalanse para sa pagsubaybay at pagsasaayos ng real-time.
Ang mga depekto sa kalidad ng ibabaw ay karaniwang kasama ang mga marka ng chatter, pagkasunog, at labis na pagkamagaspang. Ang mga marka ng chatter ay maaaring ikinategorya bilang regular at random.
Ang mga regular na marka ng chatter ay karaniwang lilitaw bilang uniporme, pana -panahong mga guhitan na may haba ng haba sa pagitan ng 0.1 at 0.5 mm. Ang ganitong uri ng problema ay pangunahing sanhi ng panginginig ng system. Ang mga hakbang sa paggamot ay kinabibilangan ng: tumpak na pagbabalanse ng paggiling gulong upang matiyak na nakakatugon ito sa mga pamantayan ng G1.0; pag -aayos ng bilis ng spindle at paggamit ng pagsusuri ng spectrum ng FFT upang makilala ang mga resonant frequency upang maiwasan ang mga sensitibong saklaw ng bilis; at pag -inspeksyon ng pundasyon ng tool ng makina upang matiyak na ang mga antas ng panginginig ng boses ay nasa ibaba ng 2 μm/s.
Ang mga random na marka ng chatter ay lilitaw bilang hindi regular na mga marka sa ibabaw, na madalas na nagpapahiwatig ng posibleng pagsusuot ng spindle. Ang mga bearings ay dapat suriin at mapalitan kung kinakailangan. Kapag pinapalitan, bigyang -pansin ang tindig na preload. Ang labis na preload ay maaaring humantong sa napaaga na pagkabigo sa pagdadala.
Ang mga pagkasunog sa ibabaw ay pangunahing sanhi ng labis na temperatura sa lugar ng paggiling. Ang mga solusyon ay kinabibilangan ng: pagtaas ng rate ng daloy ng coolant sa hindi bababa sa 2 l/min bawat milimetro ng paggiling lapad ng gulong; Sinusuri ang posisyon ng coolant nozzle upang matiyak na nakahanay ito sa paggiling contact zone; Ang pag -optimize ng mga parameter ng paggiling, naaangkop na binabawasan ang rate ng feed, at pagtaas ng bilang ng mga siklo ng buli. Para sa malubhang pagkasunog, ang pagpapalit ng isang vitrified CBN grinding wheel na may isa na may mas mataas na thermal conductivity ay maaaring kailanganin.
Ang labis na pagkamagaspang ay madalas na nauugnay sa kondisyon ng paggiling gulong. Kapag ang paggiling ng gulong ng gulong ay nagiging mapurol, ang pagkamagaspang sa ibabaw ay lumala nang malaki. Ang pagbibihis ng paggiling gulong ay kinakailangan, at ang isang giling ng pagsubok ay dapat isagawa pagkatapos magbihis upang mapatunayan ang kondisyon. Kung nagpapatuloy ang problema, isaalang-alang ang paglipat sa isang finer-grit na paggiling ng gulong o pagbabawas ng rate ng feed ng 50%.
Ang paggiling ng mga abnormalidad ng gulong ay pangunahing ipinapakita bilang labis na pagsusuot at nakasasakit na pagkawala ng butil. Ang labis na pagsusuot ng isang paggiling gulong ay nangangahulugang ang buhay ng serbisyo nito ay makabuluhang mas mababa kaysa sa inaasahan, na potensyal na umabot lamang sa 50% o kahit na mas mababa sa normal na habang -buhay.
Ang mga pangunahing sanhi ng labis na pagsusuot ay may kasamang hindi wastong nakasasakit na konsentrasyon, mga pagbabago sa mga katangian ng materyal na workpiece, at hindi tamang mga setting ng parameter ng dressing. Para sa mga mahirap na machine na materyales tulad ng matigas na bakal, inirerekumenda na gumamit ng isang paggiling gulong na may konsentrasyon ng CBN sa pagitan ng 100% at 125%. Kapag ang mga alloy ng machining na naglalaman ng mga hard phase, ang konsentrasyon ay maaaring mabawasan sa 75% hanggang 100%. Tungkol sa mga parameter ng dressing, ang dressing feed ay dapat mabawasan sa 0.001mm/stroke, at ang ratio ng bilis ng dressing ay dapat na nababagay sa humigit -kumulang na 0.4.
Ang mga pagpapadanak ng grit ay nagpapakita bilang naisalokal na "mga kalbo na lugar" sa paggiling ng gulong. Ang mga naisalokal na "kalbo na lugar" ay karaniwang nauugnay sa hindi sapat na lakas ng bono, labis na epekto ng mga naglo -load sa panahon ng machining, o coolant corrosion. Kasama sa mga solusyon: Ang paglipat sa isang paggiling gulong na may mataas na lakas na microcrystalline ceramic bond; pag-optimize ng landas ng machining, gamit ang isang ramp na pagpasok na mas mababa sa 5 ° upang maiwasan ang epekto na dulot ng mga pagbawas sa kanang-anggulo; at suriin ang komposisyon ng coolant upang maiwasan ang paggamit ng mga coolant na naglalaman ng mga kinakailangang additives tulad ng asupre.
Ang paggiling ng gulong ng emergency na tugon ng gulong
Kung sakaling ang isang paggiling ng gulong ng gulong, dapat agad na maisaaktibo ng operator ang pindutan ng emergency stop upang idiskonekta ang kapangyarihan sa makina. Pagkatapos, suriin ang integridad ng takip ng proteksyon upang matiyak na walang mga labi ng lumilipad na maaaring makapinsala sa sinuman. Ang pagsisiyasat ng aksidente ay dapat na nakatuon sa: kung ang bilis ng paggiling ng gulong ay lumampas sa maximum na bilis na tinukoy sa label; kung ang flange mounting flatness ay nasa loob ng 0.01mm; at kung ang paggiling gulong ay nag -expire o hindi wastong nakaimbak.
Ang pagtugon sa pagkabigo sa workpiece
Ang pagkabigo sa pag -clamping ng workpiece ay maaaring humantong sa mga malubhang peligro sa kaligtasan at pagkabigo sa workpiece. Kasama sa mga hakbang sa pagpapabuti ang pag -ampon ng isang dual systeming system: mekanikal na pagpoposisyon upang matiyak ang posisyon ng sanggunian, hydraulic clamping upang magbigay ng pangunahing puwersa ng clamping, at pneumatic locking bilang isang tampok na kaligtasan. Maaari ring idagdag ang visual inspeksyon upang kumpirmahin ang pag -clamping ng workpiece ay nasa lugar bago ang pagproseso.
Mga Karaniwang Solusyon sa Suliranin:
| Sintomas | Posibleng dahilan | Solusyon |
| Mga ripples sa ibabaw ng workpiece | Ang paggiling ng gulong ng gulong/spindle bearing wear | Rebalance/Palitan ang mga bearings |
| Ang katumpakan ng anggulo ng taper ay lumampas | Pagkawala ng katumpakan ng geometriko ng makina | Recalibrate na antas ng makina at mga gabay |
| Labis na paggiling gulong | Labis na mga parameter ng paggiling | Bawasan ang linear na bilis ng 15%-20% |
| Burn sa ibabaw ng workpiece | Hindi sapat na paglamig/paggiling ng gulong ng gulong | Dagdagan ang daloy ng paglamig/palitan sa oras |
| Nabawasan ang kahusayan ng paggiling | Ang paggiling ng mga pores ng gulong ay barado | I -clear o ibalik gamit ang isang espesyal na baras ng paglilinis |
Pang -araw -araw na mga pangunahing puntos sa pagpapanatili
Ang pang-araw-araw na pagpapanatili ay mahalaga para sa pagtiyak ng pangmatagalang, matatag na operasyon ng kagamitan. Bago magsimula ang bawat shift ng trabaho, dapat isagawa ang mga sumusunod na inspeksyon: dapat suriin ang konsentrasyon ng coolant gamit ang isang refractometer upang matiyak na ang konsentrasyon ay nananatili sa loob ng 4% -6% na saklaw; Ang presyon ng air system ay dapat suriin upang mapanatili ang isang operating pressure na 0.5-0.7 MPa; at ang paggiling gulong ay dapat na biswal na siyasatin para sa mga bitak, depekto, o iba pang mga abnormalidad.
Ang pagpapanatili ng post-shift ay pantay na mahalaga at kasama ang: paglilinis ng workbench at magnetic separator upang alisin ang mga metal chips at nakasasakit na buildup; Ang pagpahid ng mga guard ng gabay upang maiwasan ang mga chips na pumasok sa ibabaw ng gabay; Pag -record ng data ng pagbibihis ng gulong at ang bilang ng mga workpieces na naproseso sa panahon ng paglilipat, at pagpapanatili ng isang kumpletong record ng operasyon ng kagamitan.
Pansamantalang plano sa pagpapanatili
Ang lingguhang pagpapanatili ay nakatuon sa pagsuri sa sistema ng pagpapadulas ng gabay upang matiyak na ang antas ng grasa ay hindi bababa sa 80% at na ang mga linya ng pagpapadulas ay hindi nababagabag. Ang sistemang haydroliko ay dapat na lubusang suriin buwanang, na nakatuon sa pagkakaiba -iba ng presyon ng filter. Kung ang pagkakaiba -iba ng presyon ay lumampas sa 0.3 MPa, dapat mapalitan ang filter.
Ang sistema ng spindle ay dapat na propesyonal na suriin nang quarterly, gamit ang isang high-precision micrometer upang masukat ang spindle radial runout, na hindi dapat lumampas sa 0.002 mm. Ang pagtaas ng temperatura ng spindle ay dapat ding suriin; Hindi ito dapat lumampas sa 15 ° C pagkatapos ng apat na oras ng patuloy na operasyon. Ang taunang pagpapanatili ay nangangailangan ng isang propesyonal na technician upang magsagawa ng isang buong pagkakalibrate ng tool ng makina at ibalik ang lahat ng kawastuhan sa pagpoposisyon sa mga pamantayan sa pabrika.
Pangunahing Pamamahala sa Buhay ng Buhay
Bilang isang pangunahing sangkap, inirerekomenda ang mga spindle bearings na mapalitan pagkatapos ng 8,000 oras ng operasyon, anuman ang kondisyon sa ibabaw. Ang mga guideway slider ay karaniwang may isang habang -buhay na limang taon at dapat na mapalitan kaagad upang maiwasan ang pagkawala ng kawastuhan. Ang paggiling wheel flange ay dapat na suriin ang metalikang kuwintas tuwing 2,000 oras upang matiyak ang ligtas at maaasahang pag-install. Ang coolant ay dapat na ganap na mapalitan tuwing tatlong buwan upang maiwasan ang pagkasira na nakakaapekto sa pagganap ng machining.
| Kategorya ng pagpapanatili | Item sa pagpapanatili | Mga detalye at pamantayan sa operasyon | Siklo | Mga Kinakailangan sa Pag -record |
| Pang -araw -araw na Pagpapanatili | Inspeksyon ng coolant | Suriin ang konsentrasyon (4%-6%), pH (8.5-9.5), kawastuhan ng pagsasala ≤ 25μm | Bawat shift | Itala ang konsentrasyon at impurities |
|
| Paggiling ng gulong visual inspeksyon | Suriin para sa mga bitak, depekto, at maluwag na nakasasakit na mga particle, at malinis na mga butas ng hangin (0.6MPA air gun). | Bawat shift | Kumuha ng mga larawan at mag -archive ng anumang mga abnormalidad. |
| Suriin ang sistema ng presyon ng hangin. | Tiyakin na ang presyon ay nasa pagitan ng 0.5-0.7MPa at walang mga pagtagas sa piping. | Bawat shift | Itala ang halaga ng presyon. | |
| Lingguhang pagpapanatili | Patnubay sa Rail Lubrication | Magdagdag ng espesyal na grasa, punan ≥ 80% | Lingguhan | Itala ang mga puntos at halaga ng pagpapadulas |
|
| Inspeksyon ng Hydraulic System | Suriin ang pagkakaiba -iba ng presyon ng filter (<0.3 MPa) at ang antas ng langis sa loob ng minarkahang saklaw. | Lingguhan | Itala ang pagkakaiba -iba ng presyon at antas ng langis. |
| Paggiling gulong dynamic na tseke ng balanse. | Gumamit ng isang dynamic na balancer upang ma -calibrate sa G1.0 (hindi balanse ≤ 0.4 g · mm/kg). | Lingguhan o pagkatapos baguhin ang paggiling gulong. | Itala ang kawalan ng timbang. | |
| Buwanang pagpapanatili | Inspeksyon ng kawastuhan ng spindle | Sukatin ang radial runout (≤0.003mm) at pag -play ng ehe (≤0.002mm) | Buwanang | I -save ang ulat ng inspeksyon |
|
| Coolant kapalit | Ganap na palitan ang coolant at linisin ang mga tubo at tangke. | Tuwing tatlong buwan | Itala ang petsa ng kapalit at numero ng modelo. |
| Machine tool geometric accuracy pagkakalibrate. | Suriin ang vertical ng bawat axis gamit ang isang laser interferometer (x/z axis ≤ 0.005mm/300mm). | Quarterly | Panatilihin ang sertipiko ng pagkakalibrate sa file. | |
| Taunang Pagpapanatili | Buong machine overhaul | May kasamang gabay sa paggiling ng riles, pagsasaayos ng preload ng tornilyo, at pagsubok sa pagkakabukod ng elektrikal na sistema | Taun -taon | Kumpletuhin ang ulat ng pagpapanatili |
| Pangunahing Pamamahala sa Buhay ng Buhay | Kapalit ng spindle bear | Ipinag -uutos na kapalit pagkatapos ng 8,000 oras ng operasyon, gamit ang mga ceramic bearings | Naipon ng mga oras | Itala ang oras ng kapalit at batch |
|
| Palitan ang mga riles ng gabay at slider | Palitan ang bawat 5 taon o kapag bubuo ang makabuluhang pag -play | 5 taon | Itala ang dahilan ng kapalit |
| Paggiling wheel flange pagkakalibrate | Suriin ang Flatness (≤ 0.01mm). Ang Bolt Torque ay dapat sumunod sa mga tagubilin ng tagagawa. | Tuwing 2000 oras | Itala ang halaga ng metalikang kuwintas | |
| Emergency na tugon | Paggiling ng gulong ng gulong | Agad na itigil ang makina → Suriin ang takip ng proteksyon → suriin para sa mga isyu sa bilis/pag -install → Palitan ang paggiling gulong | Kung sakaling isang crack | Punan ang isang ulat ng insidente |
|
| Ang pagkabigo sa clamping ng workpiece | STOP MACHINE → Suriin ang presyon ng clamp (3-5 MPa) → Dagdagan ang Visual Inspeksyon → I-optimize ang Posisyon | Kapag nangyari ito | Itala ang mga hakbang sa pagwawasto |
Pag -iingat sa Pagpapanatili:
Kaligtasan Una: Bago ang pagpapanatili, idiskonekta ang supply ng kuryente at ilabas ang presyon. Magsuot ng kagamitan sa proteksiyon.
Mga tool: Gumamit ng mga tool sa inspeksyon na inirerekomenda ng tagagawa (tulad ng mga interferometer ng laser at mga dynamic na balancer).
Data Traceability: Kinakailangan ang kumpirmasyon ng lagda para sa bawat operasyon sa pagpapanatili, at ang data ay mai -archive nang hindi bababa sa tatlong taon.
Hindi normal na babala: Agad na isara ang makina para sa pagsisiyasat kung ang mga problema tulad ng pagtaas ng panginginig ng boses o hindi normal na pagtaas ng temperatura ay napansin.
Sagot:
Labis na buhay: Ang katigasan ng CBN ay pangalawa lamang sa brilyante, at ang paglaban ng pagsusuot nito ay higit sa 100 beses na mas malaki kaysa sa mga gulong ng corundum na paggiling, na makabuluhang binabawasan ang dalas ng kapalit.
Mataas na katatagan ng thermal: Ang CBN ay maaaring makatiis ng mga temperatura hanggang sa 1400 ° C, na pumipigil sa mga pagkasunog ng workpiece (ang maginoo na paggiling gulong ay nabigo sa 800 ° C).
Mataas na pagpapanatili ng katumpakan: Ang vitrified bond ay nagpapakita ng mahusay na katigasan, matatag na mga puwersa ng paggiling, at maaaring makamit ang isang pag -ikot ng taper na mas mababa sa 1μm.
Mataas na kahusayan: Ang mga rate ng pag-alis ng metal ay nadagdagan ng 30%-50%, na ginagawang angkop para sa mga mahirap na machine na materyales tulad ng matigas na bakal at mataas na temperatura na haluang metal.
Laki ng Grit:
Magaspang na paggiling (RA 0.8μm): #80- #120
Fine Grinding (RA 0.1μm): #400- #2000
Konsentrasyon:
Hardened Steel: 100%-150%
Carbide: 75%-100%
Binder:
Glass-phase ceramic: pangkalahatang layunin
Microcrystalline Ceramic: Mga Kinakailangan sa Mataas na Tigas
A: Mga Hakbang sa Pag -aayos:
Dynamic Balancing: Ang paggiling gulong ay dapat na grado ng G1.0 (hindi balanse ≤ 0.4g · mm/kg).
Suriin ang mga bearings ng spindle: Palitan kung ang radial runout> 0.003mm.
Ayusin ang mga parameter:
Bawasan ang linear na bilis ng 10% -15% (hal., Mula sa 120m/s hanggang 100m/s).
Bawasan ang rate ng feed sa 50% ng orihinal na halaga.
I -optimize ang clamping: Dagdagan ang mga puntos ng suporta sa workpiece at bawasan ang overhang.
Sagot: Karaniwang Mga Sanhi at Solusyon:
| Cause | Solusyon |
| Labis na mga parameter ng paggiling | Bawasan ang bilis ng linya o rate ng feed |
| Hindi sapat na konsentrasyon ng coolant (<4%) | Mag -replenish na tumutok sa 6% |
| Ang paggiling ng mga pores ng gulong ay barado | Malinis na may isang 0.6 MPa high-pressure air gun |
| Baguhin ang materyal na workpiece (naglalaman ng hard phase) | Gumamit ng isang mas mataas na konsentrasyon (150%) o finer grit grit wheel |
Sagot:
Pag -optimize ng paglamig:
Rate ng daloy ≥ 15 l/min · mm (lapad ng gulong ng gulong)
Gumamit ng isang panloob na cooled grinding wheel o isang dobleng nozzle (15 ° anggulo)
Pagsasaayos ng Proseso:
Dagdagan ang bilang ng mga siklo ng buli (≥ 3 spark-free grinds)
Bawasan ang rate ng feed ng 30%
Pagpili ng Giling ng gulong:
Gumamit ng isang paggiling gulong na may mataas na porosity (30%-40%) upang mapahusay ang pagwawaldas ng init.
Sagot:
Pag -calibrate ng geometric na katumpakan ng makina:
Gumamit ng isang laser interferometer upang suriin ang x/z axis patayo (error ≤ 0.005 mm/300 mm).
Pagwawasto sa anggulo ng paggiling ng gulong:
Gumamit ng isang karaniwang anggulo ng anggulo upang ma -calibrate ang brilyante na roller dresser. Rigidity ng kabit:
Kontrolin ang puwersa ng clamping sa 3-5 MPa upang maiwasan ang pagpapapangit ng workpiece.
Sagot:
Tool ng Pagbibihis: Inirerekomenda ang Diamond Rollers (mahabang buhay at mataas na katumpakan).
Mga Setting ng Parameter:
Rate ng feed ng dressing: 0.002-0.005 mm/stroke
Ratio ng bilis ng pagbibihis: 0.4 hanggang 0.8 (paggiling gulong hanggang sa riles ng bilis ng linear)
Mga kinakailangan sa paggiling: Tatlong spark-free pass ang kinakailangan pagkatapos magbihis.
Sagot:
Idle Run Test: Dagdagan ang bilis ng hakbang sa bilis ng operating at tumakbo ng 30 minuto.
Dynamic Balancing: Gumamit ng isang online balancer upang ayusin sa G1.0.
Pagsubok sa Paggiling ng Pagsubok:
Proseso ng 2-3 specimens at suriin ang mga sukat at kalidad ng ibabaw.
Maayos na ayusin ang halaga ng dressing o paggiling mga parameter batay sa mga resulta.
Regular na mga marka ng chatter
Mga Katangian: pana-panahong mga striation na may haba ng haba ng 0.1-0.5mm
Lunas:
Suriin ang Vibration ng Foundation (dapat na ≤2μm/s)
Ayusin ang bilis upang maiwasan ang mga resonant frequency
Gumamit ng isang hindi pantay na spaced grinding wheel (spiral flute)
Surface Burn
Pamantayan: Layer ng Discoloration ng Oxygen
Mga pangunahing countermeasures:
Dagdagan ang rate ng daloy ng coolant sa ≥15 l/min · mm
Mag -ampon ng isang panloob na cooled na disenyo ng gulong
Bawasan ang rate ng feed ng 30% at magdagdag ng tatlong karagdagang mga buli ng buli
Hindi normal na pagsusuot
Karaniwang Kaso: Bumababa ang Lifespan ng higit sa 50%
Solusyon sa pag -optimize:
Ayusin ang konsentrasyon ng CBN (100-125% para sa matigas na bakal)
Baguhin ang mga parameter ng dressing (rate ng feed ≤ 0.001 mm/stroke)
Nakasasakit na butil ng butil
Sintomas: Ang "Bald Spots" ay lilitaw sa ibabaw ng paggiling ng gulong
Sanhi ng ugat:
Kawalan ng lakas ng bono
Epekto ng pagputol ng kanang-anggulo
Mga Paraan ng Pagpapabuti:
Gumamit ng isang microcrystalline ceramic bond grinding wheel
Gumawa ng isang paraan ng pagputol ng slope ng <5 °
Dimensional na kawalang -tatag
Mga Key Point Points:
Ambient na kontrol sa temperatura sa 20 ± 1 ° C.
Mag -trigger ng kabayaran sa pagsukat sa online bawat 10 piraso
Magtatag ng isang modelo ng kabayaran sa thermal deformation
Paggiling ng gulong ng gulong
Mga Pamamaraan sa Pang -emergency:
Agarang paghinto ng emergency
Suriin ang integridad ng takip ng proteksyon
Suriin kung ang bilis ay lumampas sa limitasyon
Lumilipad ang workpiece
Mga hakbang sa pag -iwas:
Gumamit ng mekanikal at haydroliko na dalawahang pagpoposisyon
Mag -install ng isang visual na sistema ng kumpirmasyon
Pang -araw -araw na inspeksyon:
Konsentrasyon ng coolant (4-6%)
Paggiling ng gulong ng gulong (bitak/depekto)
Panahon na pagpapanatili:
Lingguhan: Guideway Lubrication (Grease Fill ≥ 80%)
Buwanang: Spindle Runout Inspection (≤ 0.003mm)
Appendix: Mabilis na talahanayan ng diagnosis
| Paglalarawan ng problema | Mga item sa pag -inspeksyon ng priyoridad | Limitasyon ng oras |
| Mga marka ng chatter | Dinamikong pagbabalanse/bearings | Sa loob ng 2 oras |
| Burns | Sistema ng paglamig | Agarang pag -shutdown |
| Dimensional na lumalagpas | Kabayaran sa temperatura | Malutas sa panahon ng shift |
Mga bentahe sa likas na tinutukoy ng mga materyal na katangian
Hindi mapapalitan na mga superabrasives
Ipinagmamalaki ng CBN (cubic boron nitride) ang isang tigas na 4500 HV, pangalawa lamang sa brilyante, gayon pa man ang katatagan ng mataas na temperatura (1400 ° C) na malayo ay lumampas sa brilyante (na nag-oxidize sa 800 ° C).
Isang tipikal na paghahambing: Kapag ang machining hard steel (HRC 60), ang isang buhay ng gulong ng CBN ay 100 beses na ng isang gulong ng corundum.
Synergistic effects ng vitrified bond: Ang microcrystalline ceramic istraktura ay pinagsasama ang rigidity (nababanat na modulus 100 GPa) na may mga katangian ng self-sharpening.
Ang nakokontrol na porosity (5%-40%) ay nagpapabuti sa pagwawaldas ng init kumpara sa mga bono ng dagta/metal.
Isang pambihirang tagumpay sa pagpapanatili ng katumpakan
Katatagan ng antas ng nano
Nakasasakit na rate ng pagkawala ng butil <0.1%/oras, tinitiyak ang sumusunod kahit na matapos ang 2000 na mga siklo:
Roundness ≤ 1μm
Ang anggulo ng anggulo ng cone ± 0.003 °
Kontrol ng pagpapapangit ng thermal
Ang thermal conductivity ay 1300W/(M · K), at ang temperatura ng paggiling zone ay 200 ° C na mas mababa kaysa sa mga gulong ng paggiling ng corundum.
Sinusukat na data: temperatura ng ibabaw ng workpiece <150 ° C kapag gumiling ang mga haluang metal na titanium (maginoo na proseso> 400 ° C)
Pasulong na hitsura ng teknolohikal na ebolusyon
Isang natural na akma para sa matalinong paggiling
Lubhang mahuhulaan na pag -uugali ng pagsusuot, angkop para sa:
Digital Twin Modeling
Adaptive control algorithm
Kasalukuyang Nangungunang Solusyon: Ang Paggiling ng Wheel Nananatiling Error sa Hula ng Buhay <3%
Mga uso sa berdeng pagmamanupaktura
Paghahambing sa Pagkonsumo ng Enerhiya:
Maginoo na paggiling: 25kW · H/100 piraso
Paggiling ng CBN: 8kW · H/100 piraso
50% pagbawas sa pagkonsumo ng coolant

Kategorya: Mga produktong pantulong na produksyon Pangkalahatang -ideya ng Produkto: Ang kumpanya ay naipasa ang sertipikasyon ng ib...
Higit pa
Kategorya: Espesyal na Valve CNC Ginder Pangkalahatang -ideya ng Produkto: Ang kumpanya ay naipasa ang sertipikasyon ng iba't i...
Higit pa
Kategorya: Walang sentrong gilingan Pangkalahatang -ideya: Ang kumpanya ay nagpapatupad at nagpapatupad ng iba't ibang mga kina...
Higit pa
Kategorya: Kagamitan sa paggamot ng init Pangkalahatang -ideya ng Produkto: Ang kumpanya ay naipasa ang sertipikasyon ng iba't ...
Higit pa
Kategorya: Kagamitan sa welding ng plasma Pangkalahatang -ideya ng Produkto: Ang kumpanya ay naipasa ang sertipikasyon ng iba't...
Higit pa
Kategorya: Mga produktong pantulong na produksyon Pangkalahatang -ideya ng Produkto: Ang kumpanya ay naipasa ang sertipikasyon ng ib...
Higit pa
Kategorya: Mga produktong pantulong na produksyon Pangkalahatang -ideya ng Produkto: Ang kumpanya ay naipasa ang sertipikasyon ng ib...
Higit pa
Kategorya: Mga produktong pantulong na produksyon Pangkalahatang -ideya ng Produkto: Ang kumpanya ay naipasa ang sertipikasyon ng ib...
Higit pa
Kategorya: Mga produktong pantulong na produksyon Pangkalahatang -ideya ng Produkto: Ang kumpanya ay naipasa ang sertipikasyon ng ib...
Higit pa



